В современном мире, оптоволоконный кабель лидирует по производительности среди аналогичных средств передачи сигналов. Но, несмотря на высокие показатели оптической прозрачности, в стекле все же затухает сигнал.
Одной из многих причин затухания сигнала может являться область соединения двух кабелей. От качества исполнения соединения кабелей зависит, высокой или низкой будет производительность связи, не будет ли затуханий и т.д. Поэтому, к сварке волокон необходимо относиться с особой ответственностью, ибо этот процесс является важным моментом при постройке линий связи.
Сварка оптического кабеля происходит следующим образом: соединяют торцы оптоволокна, в последующем, нагревая их до оплавления. Оптоволокно составляет 9мкм в диаметре, что в 10 раз тоньше волоса. При сварке требуется, чтобы затухание не превышало сотой доли децибела. Сам кабель состоит из внутреннего и наружного стеклянного материала, различающиеся по значению преломления. С помощью этого световые сигналы не попадают на внешней нити, а отсвечивает от стенок внутри.
Чтобы бороться с внешними механическими воздействиями и повреждениями, кабель покрывают специальным лаковым покрытием и помещают в модули в виде трубок с гидрофобным гелем. Кроме того, для сверх защиты, на трубки наносят пленку с защитными свойствами. Для защиты оптоволоконного кабеля от влаги, его защищают полиэтиленовой пленкой. После этой процедуры, устанавливается броня из нитей кевлара (иногда их может заменить стальная проволока), аналогично покрытая толстым полиэтиленовым слоем.
Подготовка инструментов

Чтобы качество сварки было на высшем уровне, сначала следует подготовить оптоволокно к самому процессу. Этот момент и занимает основное время. Без должной подготовки, сварка может оказаться неудачной.
Чтобы разделить кабель, может понадобиться особый инструмент. Он доступен в виде набора, в состав которого входят: салфетки без ворса, гидрофобный растворитель, тросокусы, и макетный нож со стрипперами. Разделка кабелей проводится по инструкции к муфте, у которой соединяются кабеля.
Необходимо обратить внимание на то, находился ли оптоволоконный кабель в сырости. Если да, то нужно срезать примерно 1 метр у конца: вероятно он впитал в себя влагу, которая может навредить его работе.
Подготовка кабеля
Чтобы снять внешнюю оболочку, следует воспользоваться ножом-стриппером. Самонесущий кабель убирается, как правило, тросокусами.
Оболочку внутри снимать нужно так же с использованием ножа-стриппера. Необходимо убрать с модулей все элементы: нитки, гидрофоб, плёнку.
Далее, следует обработать модули безворсовыми салфетками.
Надрезать стриппером волокно, оставив его голым. На этом участке работы, можно поломать оптоволокно, поэтому нужно быть внимательным при выполнении этой процедуры.
В длине, оптоволокно без оболочек, может достигать от 1,5 до 2 метров – именно такая длина позволит облегчить процесс сварки и укладки.
С оптоволокном следует обращаться аккуратно и бережно: даже малейшее повреждение (независимо на каком этапе оно получено) заставит начать этот процесс сначала. Чтоб этого не произошло, необходимо перед началом работ протереть кабель несколькими сухими салфетками.
На видео: Сварка оптики для начинающих
Термоусадочная трубка позволит герметизировать муфту.
Заведя кабель, следует его закрепить и перейти к замеру волокна, с последующим его очищением.
Далее, необходимо надеть термоусадочную трубку, которая позволит сохранить в целости место обработки сваркой.
На видео: Зачистка кабеля, установка муфты, PON делителя и сварка оптического волокна.
Сварка оптоволоконных кабелей
После подготовительного процесса следует процесс сварки:
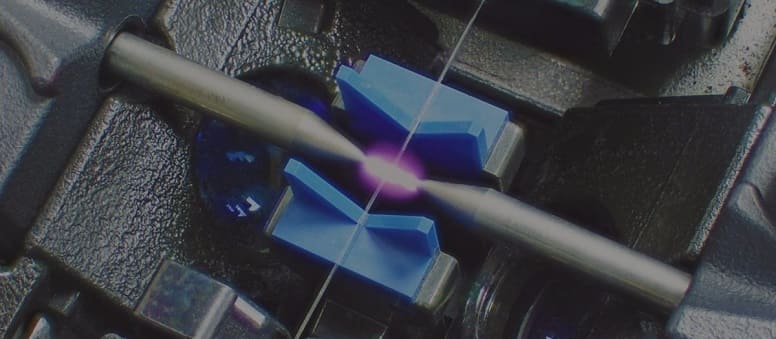
- Сварщик устанавливает оптоволокно в сварочный аппарат, фиксируя его зажимами.
- Устройство позволяет свести все волокна так, чтобы их было видно в специальном отсеке для микроскопа.
- Для уничтожения пылинок на поверхности волокна, с помощью электродов пропускают короткую, электрическую дугу.
- На этом этапе следует обратить внимание на состояние волокна: если оно нормальное, прибор начинает сводить их в 3 плоскостях
- Торцы волокон соединяют как можно плотнее. Прибор создает дугу, которая размягчает материал.
- Устройство подводит разогретые волокна вплотную, чтобы спаять их.
- Чтоб удостоверить в прочности соединения, прибор с усилием пытается разъединить волокна.
- При не возможности разъединить волокна, насаживается труба КДЗС на область сварки. Сварщик кладет ее в печь и начинает термоусадку гильзы. Когда время процесса заканчивается, сварщик вытаскивает гильзу и ставит на полку для охлаждения.